���ٱ����_(k��i)����߅Уƽ�M���(f��)�����a(ch��n)������(y��ng)���ˮ�(d��ng)ǰ�����M(j��n)��늚���Ƽ��g(sh��)��������TD3300�������ƌ���׃�l�����ɹ��ؽ�Q���_(k��i)��C(j��)�c���a(ch��n)��ͬ���\(y��n)�еĆ�(w��n)�}���F(xi��n)�������a(ch��n)�����O(sh��)Ӌ(j��)�^(gu��)�̸�������,�H��������
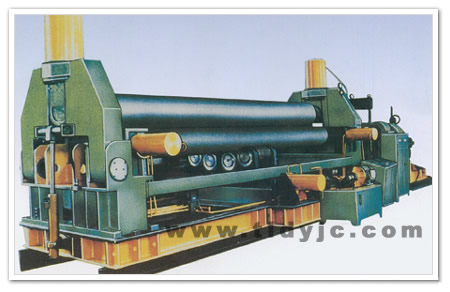
һ���_(k��i)���(f��)�����a(ch��n)��ʾ��D��
�D1 ���a(ch��n)��ʾ��D
�������a(ch��n)���Ĺ�ˇ���̣�
�����_(t��i)܇(ch��)�����پ��������_(k��i)��C(j��)�ϡ�������_(k��i)��C(j��)��������(j��ng)�^(gu��)չƽ�C(j��)������ƽ��������߅�C(j��)��(sh��)ʩ��Ŀv��������ˇҪ����ɰ�Č��ȵļӹ���Уƽ�C(j��)��15��Уƽ݁�����ϰ��£���һ��(du��)����݁�M�ɣ���Ҳ���@�l���a(ch��n)�����������C(j��)����(j��ng)�^(gu��)Уƽ�C(j��)��ƽ���İ�Ľ�(j��ng)���_�ӣ�Ȼ���ɶ������M(j��n)��һ���İ���L(zh��ng)�ȶ����������C(j��)��(sh��)ʩ��ļ��С�Ƥ���C(j��)���ӹ���õĺϸ���ݔ�͵�����С܇(ch��)�ϡ����_(t��i)��߅�C(j��)���b����߅�C(j��)�քe���v����(l��i)�ăɗl���_�����飬�Ա��\(y��n)ݔ�惦(ch��)������������a(ch��n)Ч�ʣ��ӿ�����ٶȣ������a(ch��n)���ϵęM��������Һ���R�_(d��)�(q��)��(d��ng)��
�ɱ����a(ch��n)���Ĺ�ˇ���̿��Կ������_(k��i)����չƽ����߅����߅��Уƽ��(y��ng)��һ��(g��)���ٶ�V1��ͬ���\(y��n)�С��������M(j��n)��Ƥ��֮�g�O(sh��)�ЙM��������ˣ��������M(j��n)��Ƥ���͙M�����ǔ��m(x��)�\(y��n)�У�ͬ�r(sh��)�������\(y��n)���ٶ�V2��(y��ng)����V1����Уƽ�C(j��)�c�������M(j��n)�C(j��)֮�g�ľ��_�ӣ��������ǣ�ƽ��V1��V2֮�g���ٶ��P(gu��n)ϵ�����C���a(ch��n)���ķ�(w��n)���\(y��n)�С�
����늚���Ʒ�����
չƽ����߅����߅��Уƽ���\(y��n)���ٶ�����(sh��)�F(xi��n)ͬ����ֻҪ��늙C(j��)�����D(zhu��n)�ٶȰ��������Ĝp����������(d��ng)݁?zh��n)ӵȵęC(j��)е����(sh��)����ɾ��ٶȣ��c���a(ch��n)���ľ��ٶ�V1�y(t��ng)һ���ɡ�
���_(k��i)�������У����ھ폽���ڲ���׃���ģ��_(k��i)��늙C(j��)�����D(zhu��n)�ٶ��c���a(ch��n)���ľ��ٶ�V1���y�ҵ�ƥ���P(gu��n)ϵ���Q��Ԓ�f(shu��)����ν�Q�_(k��i)��C(j��)�c���l���a(ch��n)�����\(y��n)���ٶ�V1ͬ���Ć�(w��n)�}����늚��O(sh��)Ӌ(j��)����Ҫ����֮һ�� �������M(j��n)���M������Ƥ���ǔ��m(x��)�\(y��n)�С�����ɶ������M(j��n)�C(j��)�Ġ���݁���ռӹ�Ҫ����L(zh��ng)���������C(j��)�M(j��n)�ЙM����С���ˣ��������M(j��n)�C(j��)�����a(ch��n)����λ�ÿ��ƾ���Ҫ����ߵ��O(sh��)�䡣
Ŀǰ���_(k��i)��C(j��)�Ŀ��������N������
�١� 늴Ż����{(di��o)�٣��ք�(d��ng)�{(di��o)��(ji��)�_(k��i)��C(j��)���D(zhu��n)�٣�ʹ֮�c���a(ch��n)���ľ��ٶ�һ�¡�
�ڡ� �������ƣ����ð�ı��揈���㶨��ԭ����ʹ֮�Ԅ�(d��ng)���S���a(ch��n)���ľ��ٶȡ�
�������ƵČ�(sh��)ʩ�ַ֞飺����늙C(j��)��ֱ��늙C(j��)�������������ȡ�
�����ٵă�(y��u)�c(di��n)��늚���ƺ�(ji��n)�Σ���r(ji��)������ȱ�c(di��n)�����Ʒ�ʽ��f���ڄ�(d��ng)����Ч�ʵͣ����ܸߣ��o(w��)����(sh��)�F(xi��n)���a(ch��n)�����Ԅ�(d��ng)�\(y��n)�С�
�����ڵă�(y��u)�c(di��n)��������(ji��n)�Σ��Ԅ�(d��ng)���̶ȸߡ�ȱ�c(di��n)�����Ə�(f��)�s����r(ji��)�߰���
�҂���(j��ng)�^(gu��)�{(di��o)�У��Q������TD3300�������ƽ���׃�l����ʹ�_(k��i)��C(j��)�ڏ����Ŀ����£��Ԅ�(d��ng)���S���a(ch��n)���ľ��ٶȡ����Ԅ�(d��ng)���̶Ȳ����͵�ǰ���£�������_(k��i)�����a(ch��n)��������ɱ�����������܃r(ji��)��ȡ�
�������a(ch��n)��Ҫ��Ďξ����^�ߣ����ԣ��҂������˽����ŷ�늙C(j��)���鶨�����M(j��n)�C(j��)���τ�(d��ng)���ڎξ���Ҫ�ߵ��_(k��i)��M�����ϣ�Ҳ�ɲ��ã����a��+����늙C(j��)���Ŀ��Ʒ�ʽ�(q��)��(d��ng)�������M(j��n)�C(j��)���@�ӵ�늚�ϵ�y(t��ng)����(ji��n)�Ρ���(j��ng)��(j��)��
�ġ��_(k��i)��Уƽ��(f��)�ϼ������a(ch��n)����늚����ϵ�y(t��ng)��
늚�ϵ�y(t��ng)�DҊ(ji��n)�D2
 ���l���a(ch��n)����һ�_(t��i)��Ĭ���a(ch��n)��EC20ϵ�еĿɾ�����������y(t��ng)һ���ơ�ͨ�^(gu��)RS485�ӿںͷ���ă�(n��i)��ָ����c׃�l����(sh��)�F(xi��n)��(sh��)�r(sh��)����ϢͨӍ�����e���H��(ji��)ʡ��“ģ/��(sh��)”�D(zhu��n)�Qģ�K�����ң�Ҳ�����˲�ͬϵ�Юa(ch��n)Ʒ֮�g��ͨӍ�������f(xi��)�h�`�a���[����
�������̈D���£�
 �D3 �������̈D
�\(y��n)���ٶȵĽy(t��ng)һ�����a(ch��n)���B�m(x��)�\(y��n)���ٶ�V1��Уƽ�C(j��)���ٶ��{(di��o)��(ji��)�λ��R5�o������߅����߅��չƽ��늙C(j��)�ٶȿ���ͨ�^(gu��)����Ĺ�ʽӋ(j��)����cV1ͬ�����D(zhu��n)�٣�
R=V1×Jb��πφ
ʽ�У�R—늙C(j��)�D(zhu��n)��
V1—�B�m(x��)�\(y��n)�еľ��ٶ�
Jb—�C(j��)е�ٱ�
φ—����(d��ng)ֱ݁��
���(sh��)
�_(k��i)��늙C(j��)���D(zhu��n)�ȣ�������TD3300�����������ԣ��Ԅ�(d��ng)���S�B�m(x��)�\(y��n)���ٶ�V1��
ͨ�^(gu��)PLC��(n��i)����׃�l��ָ��x��V1���ϵļ��r(sh��)�\(y��n)���l�ʣ���(j��ng)�Q�㣬�ó��������M(j��n)��Ƥ���Ĕ��m(x��)�\(y��n)���ٶ�V2������һ���ı����P(gu��n)ϵ���քe�O(sh��)���ٶȽo����ʹ�������M(j��n)��Ƥ����V2���ٶ�ͬ���\(y��n)�У����C��IJ������������ְ��ԭ�еĹ❍�ȡ�
�塢TD3300�������ƌ���׃�l�����O(sh��)��������Ҋ(ji��n)—׃�l�����Ñ��փ�(c��)��
TD3300�������ƌ���׃�l��������늙C(j��)��ֱ��늙C(j��)�Ⱦ���������������a(ch��n)Ʒ������(y��u)�c(di��n)�ǣ����ƺ�(ji��n)�������ھS�o(h��)����r(ji��)�͵ȣ������^�ߵ����܃r(ji��)��ȡ�
���w�ą���(sh��)�O(sh��)�����±����H����������
�����Y(ji��)Փ��
�_(k��i)��C(j��)����c���a(ch��n)���ϵ������O(sh��)��ͬ���\(y��n)�У����_(k��i)�����a(ch��n)��늚���ƽ��c(di��n)���ڡ������a(ch��n)��������TD3300�������ƌ���׃�l�����ɹ��ؽ�Q���_(k��i)��C(j��)�c���a(ch��n)��ͬ���\(y��n)�еĆ�(w��n)�}��
���a(ch��n)�����B�m(x��)�\(y��n)���ٶ�V1�c���m(x��)�\(y��n)���ٶ�V2֮�g��ƥ���P(gu��n)ϵ����Ҫ�����a(ch��n)���ĬF(xi��n)��(ch��ng)�{(di��o)ԇ�r(sh��)������(j��)���_�ӵȌ�(sh��)����r�_����
���ڿɾ��̿�������׃�l������Ҫ�����������˰�Ĭ��Ʒ�ƣ��Ķ�ʹ����֮�g��ͨӍ��(sh��)�F(xi��n)�˟o(w��)�p��(du��)�ӣ����C��늚�ϵ�y(t��ng)�İ�ȫ�\(y��n)�У������������܃r(ji��)��ȡ� |